This is a Veteran Owned site
![]()
 |
Not sure what blades to buy for your shop? We all had to figure that out eventually, read on! Click image to enlarge |
Choosing Saw Blades
Teeth and design = Purpose
Text, photos and video by Tom Hintz
Posted – 3-7-2012
Note: This story was prepared with the assistance of Infinity Cutting Tools who also supplied the blades in the accompanying photos and video. While the descriptions of the different blades types in this story are accurate they vary somewhat amongst manufacturers. The basic principles for each type of blade will hold true despite the minor differences. When choosing a blade make sure you read and understand the literature available from the blade manufacturer on the type blade you need.
Saw Blade Criteria
Despite the intended purpose of a saw blade there are features that are important on all of them. Things like premium materials, precision construction and modern design are all important.
 |
The Infinity blades used in this story are all laser cut from premium steel and given a coat of tough nickle that resists buildup and friction. the chrome look is just a side benefit of the nickle applying process. Click image to enlarge |
Not long ago carbide teeth were a luxury but today they are virtually standard on all better blades. More recent developments like micro grain carbide teeth that can be precisely sharpened and then hold that edge longer improves both performance and the useful life of the blade.
Blade bodies that are made from high quality steel and cut using modern C.N.C. (computer numerically controlled) laser equipment means a smoother running blade that also has less vibration. A quality, laser-cut body plate is very important as are balance and a correctly sized arbor hole. If the arbor hole is at all oversized the blade can hang down slightly and be locked out of alignment with the spindle when you tighten the nut. It may only be a few thousandths of an inch but even small alignment issues can cause vibrations and reduce the life of the blade.
High-tech coatings on the blade bodies are also becoming common on better blades. These coatings help the blade run cooler by limiting buildup of contaminants that can dramatically increase friction. A cooler blade runs more truly and that translates to a cleaner cut and an extended life of the blade.
ATB – Alternating Tooth Bevel
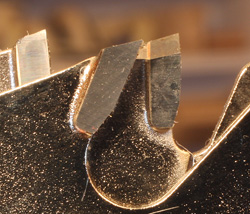
Most saw blades today feature some form of ATB. Usually we see one tooth that is angled from the top right to the lower left, another tooth angled from the top left to the bottom right and one that is flat across its top surface. The angled (bevel) teeth are meant to slice along the sides of the kerf while the flat teeth clean out (plane) the kerf to produce a smooth-bottomed cut.
 |
 |
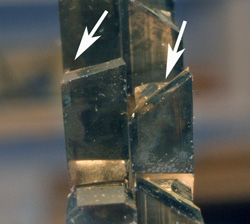
The amount of angle in ATB patterns may change but the idea remains the same. Note the marked difference between the 15-degree angle on the combination blade on the left as compared to the 40-degree bevel on the laminate blade on the right. the amount of hook angle (right) can also change dramatically. The miter saw blade in the rear has -5-degree hook while the ripping blade in front has a 20-degree hook to make it cut more aggressively. Click images to enlarge |
|
Some blade manufacturers will use different combinations or numbers of each of these tooth designs for specific cutting jobs but the ATB pattern helps insure a clean cut. Depending on the design application the angles on the teeth may also be altered. That ATB pattern also reduces the workload on the individual teeth so they can stay sharper longer.
Hook Angle
Look at the teeth on a table saw blade closely and you will notice that they are not 90-degrees to the centerline of the blade. The forward face of the teeth, the part that contacts the wood first usually leans toward the wood at the top. This is called the “hook angle” and has a lot to do with how aggressively the blade cuts. The more hook angle we have the more aggressively the blade cuts. On a table saw we use positive hook angle where the teeth lean forward at the top of the tooth because it helps cut the wood efficiently and makes better use of the table saw power.
Blades designed for a miter saw or RAS (radial arm saw) use a blade with very little or no hook angle at all. The same hook angle that works fine on a table saw blade could cause the miter or RAS type machines to suck the wood into the saw or run the saw towards the operator – called self-feeding. Using a blade that was designed for a table saw on a miter saw or RAS could be both ineffective and dangerous.
Rip Blades (Table Saw)
 |
The Infinity Tools Ripper has 24-teeth and lots of hook angle to cut aggressively. Click image to enlarge |
Because ripping operations run along the grain rather than across it the tooth design can be dramatically different. Many quality rip blades use and FTG or flat top tooth configuration. These teeth usually have a relatively steep hook angle (tooth leaning into the cut at the top) that makes the blade more aggressive and reduces the amount of force needed to push the wood across the blade. Because rip blades can require more horsepower to drive the teeth through the wood manufacturers often reduce the number of teeth so that fewer teeth are cutting wood at the same time. On lower horsepower table saws (under 3 HP) it may be necessary to use a thin kerf rip blade that further reduces the amount of horsepower needed to drive the blade satisfactorily.
The Infinity “Ripper” (#010-124. $51.90 – 3-3-2012) in the accompanying photos and video has 24 carbide teeth. The teeth are set at a plus 20-degree hook angle to make it cut aggressively. This is considered a narrow kerf blade producing a 0.097” kerf.
Crosscutting Blades
 |
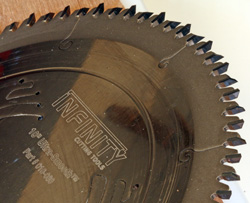
Infinity's crosscut blade has 60 teeth and a steep 30-degree ATB to slice the fibers as it goes. Click image to enlarge |
Cutting across the width of a board means you are cutting across the grain. This type of cut is far more likely to produce tearout as the fibers of the wood want to lift or tear under the forces of the blade. To combat this tearing we typically use blades with 60 to 80 teeth set at a moderate hook angle and an ATB or Hi-ATB tooth pattern. The Hi-ATB uses a very steep angle on the slicing teeth to help the blade cut the fibers even more efficiently. This same blade design is frequently used for cutting high end or fragile plywood and veneered substrates.
An Infinity crosscutting blade (#010-060 - $69.90 – 3-3-2012) has 60 teeth set at a -5-degree hook angle and a 30-degree ATB angle to insure super clean edges on the kerf. This blade produces a 0.104”-wide kerf which saves wood and reduces the power needed to drive it. Because of the -5-degree hook angle this blade can also be used on radial arm saws.
General Purpose “Combination” Saw Blades
 |
The Combination blade from Infinity has 50 teeth and an effective ATB pattern to produce clean cuts in most situations. Click image to enlarge |
General Purpose Blades, often called combination blades use a compromise of features from rip and crosscutting blade designs to create a blade that performs general table saw operations and produces a reasonably clean cut in most species of wood. Typical combination blade configurations include 40 to 50-tooth ATB or ATB/R combination blades. Both of these designs will produce efficient rip cuts, and crosscuts with minimal tearout. Combination blades will also perform well with common plywood and other sheet goods such as particleboard etc.
Combination blades have become a favorite of the hobbyist woodworker because they can invest in one quality blade and get reasonably good performance in most of their cutting situations. Woodworkers that keep their blades clean and pay attention to feed rates can get a long life from a good quality combination blade.
For this story we used an Infinity Combo-Max™ combination blade with 50 teeth. (#010-050 - $69.90 – 3-3-2012) This blade uses a 15-degree ATB design set at a 12-degree hook angle. The raker teeth have a special chamfered edge that makes this design friendly to veneered woods.
Sliding Compound Saw (SCMS) Blades
 |
the miter saw blade from Infinity has 80 teeth, a negative 5-degree hook to control feeding and an effective ATB configurations for smooth cuts. Click image to enlarge |
The sliding action of the SCMS type saws require a blade with a hook angle range of negative, to low positive (approximately -7° to +7°) to prevent “climb” or self-feeding of the wood or the saw head itself. Most blades with the necessary hook angle have tooth counts in the 60T to 80T range. The Hi-ATB grind is used for the lowest possible tearout while the ATB tooth design is used for more general use SCMS blades.
A blade with a flat top raker combined with either the Hi-ATB or ATB tooth pattern increase overall durability of the blade while retaining low tearout characteristics is also common in the better RAS and SCMS blades. Manufacturers will often have more specialized versions of the RAS /SCMS blades to fit specific needs.
The Infinity Miter Saw Blade (#010-280 - $79.90 – 3-3-2012) has 80-teeth set at a -5-degree hook and 30-degree ATB angles. The combination of the tooth pattern and the large number of teeth make this a very smooth cutting blade for finish cuts in a miter or SCMS saw.
Thin-kerf vs. Full kerf blades
The kerf of the saw blade is essentially the width of the widest part of the face of carbide teeth, and that equates directly to the width of the cut it makes in the wood. Saw blades fall into two kerf classifications – full kerf or thin kerf (TK), but there are exceptions with some specialty blades. Most full kerf saw blades have wider teeth and proportionately wider body plates that produce a cut width in the range of 1/8” wide (0.125”, ranging from roughly 0.111” to 0.145”). Thin (narrow) kerf blades will produce cut widths of about 3/32” wide (0.094”, ranging from roughly 0.090” to 0.106”).
Full kerf saw blades have thicker steel bodies which add to their stability during the cut. That additional mass requires a bit more horsepower to spin though. The thin (or narrow) kerf blades are a bit lighter overall and are easier to spin but also can deflect more easily than a full kerf blade. A full kerf blade also makes more dust than a narrow kerf because it is taking out more wood as it cuts. Generally speaking, full kerf blades perform best on saw with 3 hp or more. Narrow kerf blades are often supplied with light duty saws with less than 3 hp motors.
The larger mass of the full kerf blades allows them to handle the heat generated during a cut better. With modern expansion and sound-deadening cuts the larger blades continue to run true even during prolonged cuts that can generate more heat. A narrow kerf blade with less overall mass might warp under similar heat conditions.
Specialty Blades
Video Tutor |
If you do a lot of work with materials like expensive veneered plywood, melamine, MDF, plastics, etc., or just need extremely fine cuts in high visibility moldings and trim pieces buying a more specially designed blade could benefit that kind of work. Woodworkers often find that a high quality blade designed for another but similar purpose can work very well in their special situation. I used to know a retired master cabinetmaker that had a crosscutting blade that he found worked great for miter-cutting a type of crown molding that he designed and used on many of the cabinets he built. He only used that blade for cutting that special molding and kept other crosscut blades for normal cutting operations.
Still not convinced that you should be purchasing top quality blades with the right design for your needs? Check your tool budget. Buying the right tool for the job the first time is always a bunch cheaper than trying to save a buck on low-priced wanna-be’s. Like too many of you I have tried that process and can look back on lots of wasted money in the time leading up to my revelation that buying the right one first is simply cheaper. As it turns out getting the right tool the first time is also more enjoyable as well. There is something soothing about installing a good blade and having it make the cuts I want and need without drama, frustration or a bunch of filler.
Nobody is saying that you have to go out and buy a whole set of blades right now either. We all have to work with budgets that might force starting with one good combinations blade. Then we can begin to fill our selection of blade types as the tool budget allows. And that budget will grow faster if we can avoid trying to “make do” with a lesser blade that too often equates with tossing $40 or $50 out of the car window on the way home.
Visit the Infinity Tools web site – Click Here
Have a comment on this story? –Email Me!
Back to the Basics/How-To List
All written, photographic and drawn materials are property of and copyright by NewWoodworker.com LLC 2000-2019. Materials may not be used in any way without the written permission of the owner.